











Экструзионная приставка для нанесения ПЭ изоляционного
покрытия
Экструзионная приставка для нанесения на трубу ПЭ изоляционного
покрытия состоит из:
-пресса червячного ЧП90Х30, (поз. 6 на рис 1) с плоскощелевой головкой 5
-пресса червячного ЧП45Х30 (поз.7) с плоскощелевой головкой 4 для
нанесения слоя клея-расплава;
-2-х роликов 8 и 9 с пневмоприжимом для прикатывания ПЭ покрытия 3 и
автоматики для управления нагревом, пульты управления и два
загрузчика гранул (на рисунке не показаны).
Каждый из экструдеров с помощью специальной платформы
(на рисунке не показана) имеет возможность подъезжать к трубе на
расстояние,необходимое для формирования определенной ширины
наносимого покрытия.
Плоскощелевые головки имеют регулировку по высоте в заданных
пределах, что позволяет регулировать настройку по диаметру
изолируемой трубы.
Производительность линии регулируется скоростью вращения двигателей.
Мах. производительность ЧП90Х30 — 300кг/час;
ЧП45х30 --- 30 кг/час.
Потребляемая мощность для ЧП90х30 в зависимости от материала
покрытия составляет 90-140 кВт,
ЧП45х30 – 25 кВт.
Для работы блока требуется охладитель воды с холодопроизводительностью
до 20 КВт при температуре охлажденной воды
не выше 30 градусов.
Оборудование блока размещается на площади 3х7 м.
Состав оборудования может изменяться в зависимости
от задач трубной изоляции.
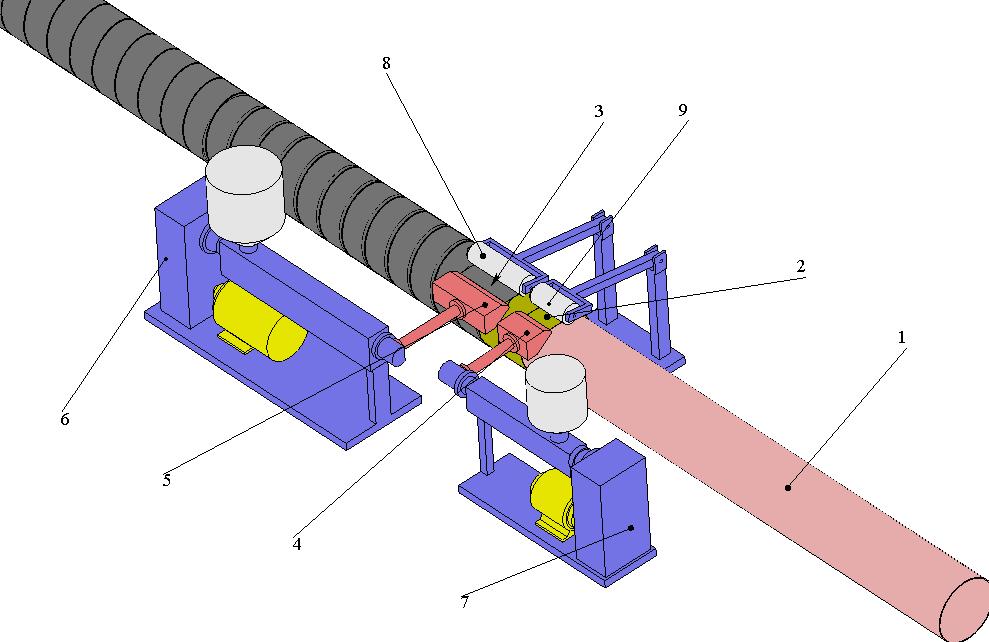
Схема экструзионного блока нанесения изоляционных покрытий на трубы.
При необходимости на одной линии наносить покрытия на трубы и большого и малого диаметров нами практикуется изготовление соэкструзионной установки с плоскощелевой головкой на базе двух ЧП90х30. При работе с трубами малого диаметра расплав ПЭ подаётся только с одного пресса. При производительности до 250 кг/час расплава ПЭ этого достаточно для нанесения изоляции на трубы диаметром минимум 530мм с хорошей скоростью. Для достижения большей производительности расплав ПЭ подаётся из двух прессов.
Одновременное нанесение двухслойного покрытия адгезив/ПЭ на трубу через одну соэкструзионную плоскощелевую головку позволяет избежать контакта прикатывающих валков с расплавом адгезива. При таком решении облегчается работа с самыми технологически неприятными расплавами типа АТИ-06. Одновременно исчезает вероятность попадания воздушных прослоек между слоями адгезива и ПЭ.

